Introduction
1/4-20 is the thread size you’ll find almost everywhere, from a busy machine shop to your own yard. But you know how quickly a project can go wrong if you’ve ever heard the dull snap of a broken tap. It’s not always your mistake; sometimes the hole you drilled was just a bit too small. This guide is meant to make things easy. You’ll understand why the #7 drill bit is the best for making 1/4-20 threads without breaking your tools.
What Drill Bit Size Do You Need for a 1/4-20 Tap?
Use a #7 drill bit. It requires a #7 (0.201 inch or 5.10 mm) drill bit to make a 1/4-20 tap. Most of the time, it’s the right choice. Choose #7 if you only have one drill and aren’t sure what to do.
When Does the Standard Drill Size Work?
For simple DIY projects, you don’t need to be good at math. You should use the standard #7 if you want to bolt a steel bracket together or thread an aluminum plate for a unique fix. It’s common because it’s easy to cut and has a lot of holding power.
What Does “1/4-20” Mean?
It’s like giving your bolt a name tag:
- 1/4: It tells you how wide the bolt is.
- 20: This is how many “teeth” (threads) there are in one inch of length. A 1/4-20 thread is a “UNC” thread, which means “standard coarse threads.” They’re on lawnmowers, chairs, and a lot of other things.
Why Drill Bit Size Matters Before Tapping
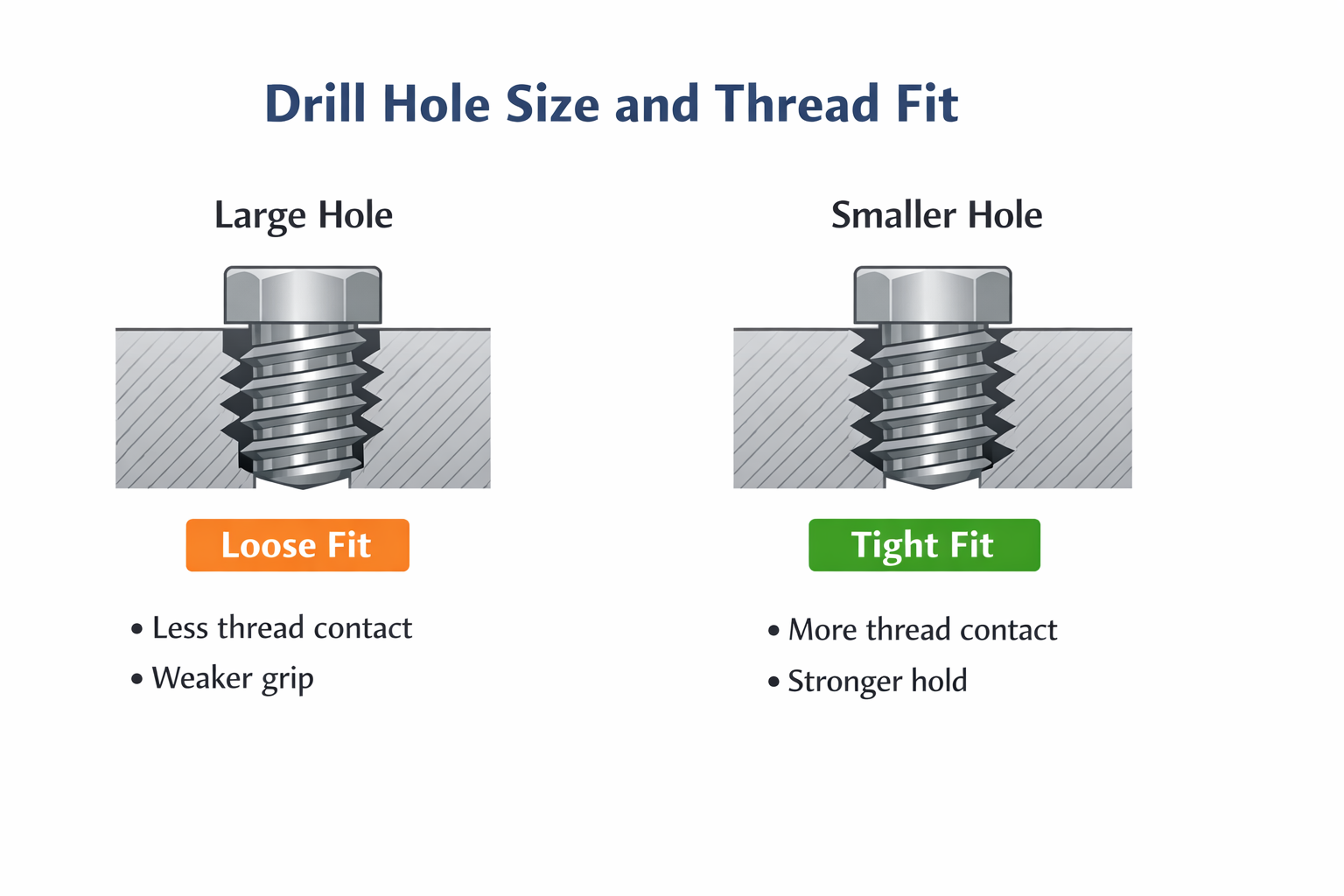
You have to drill a hole first before you can use a tap to cut threads. You’ll have trouble if that hole is the wrong size.
The #7 bit is made to contact the thread about 75% of the way. Why not 100%? Because a 100% thread doesn’t get any stronger, it makes it much harder to turn the tap. The quickest way to break your tap in half is to try to hit 100%. When you use a #7 bit, you get the best of both options: a solid hold and easy moving.
How to Read Tap Sizes + Quick Drill Chart
How to Read Tap Labels
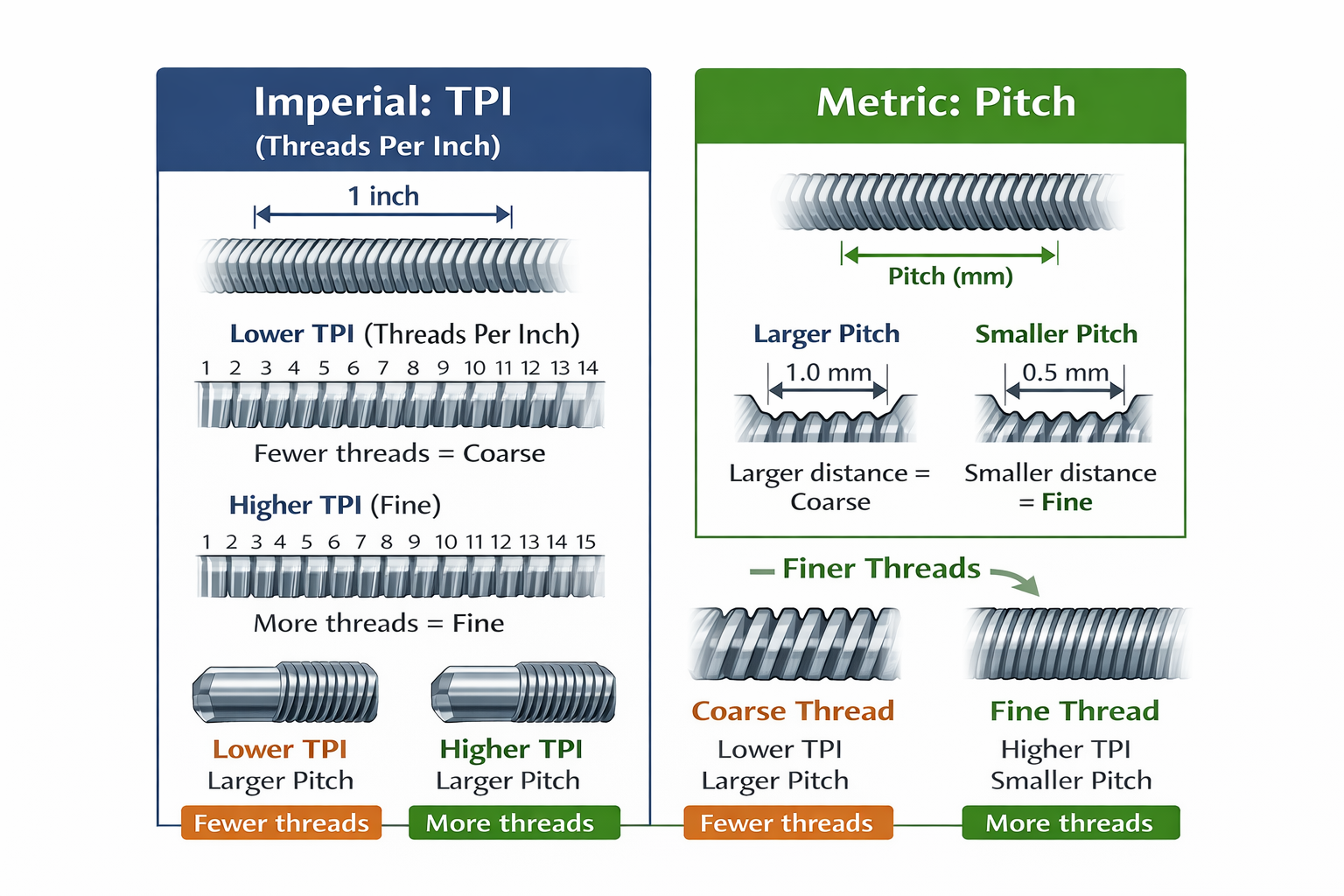
A lot of taps have their “name” written right on the metal. The first number for 1/4-20 UNC is the size, and the second number is the thread count (TPI). It’s metric if you see something like M6 x 1.0; the 6 is the size in millimeters. Don’t try to remember these; just keep a list close by.
Quick Drill Chart
Use the chart below as a quick reference when you need to confirm drill sizes before tapping.
- Imperial
| Tap | Drill | Diameter (in) |
| 1/4-20 UNC | #7 | 0.201 |
| 1/4-28 UNF | #3 | 0.213 |
- Metric
| Tap | Drill | Diameter (mm) |
| M6 x 1.0 | 5.0 | 5.0 |
| M8 x 1.25 | 6.8 | 6.8 |
Tip: Bookmark this chart or print it for your workshop wall.
Expert Secret
- Check the tap model carefully.
- Confirm whether it’s imperial or metric.
- Use the recommended standard drill bit size whenever possible.
What If You Don’t Have a #7 Drill Bit?
It would be great if you always used a #7. But if you don’t have one in the toolbox, do the following:
- The Metric Option: A 5.1mm bit is the closest match.
- Avoid the 5.0mm: It’s tempting to use a 5.0mm bit because they are so common, but you shouldn’t. The hole is too small because of that 0.005″ difference. It will put so much pressure in hard steel that your tap could break or get stuck.
- Only Use on Soft Metals: If you have to, you can use a 5.0mm bit on something soft like aluminum, but be careful. Back the tap out every half-turn and use a lot of oil to get cleared of the metal bits.
Material Matters: Soft vs. Hard Metals
Aluminum & Brass
These soft materials are “gummy.” They like to stick to your tools. You have to clean the metal “chips” off your tap all the time, even if you have a #7 bit.
Stainless Steel
This is the tough stuff. It gets hard very fast when it gets hot. The metal will become hard to tap if your drill bit is dull because it will “heat treat” it. Always go slowly and use a sharp bit.
Hand Tapping vs. Machine Tapping
The drill bit stays the same (#7), but the way you move changes.
- Hand Tapping: The biggest danger isn’t your strength; it’s leaning the tap to one side. It breaks if it goes wrong.
Pro-tip: To keep your tap standing straight up at a 90-degree angle, use a small square block.
- Machine Tapping: There is a lot less risk when you use a CNC or drill press to keep things steady and straight.
Cutting vs. Forming: Why Tap Type Dictates Hole Size
- Cutting Taps: These cut metal into threads like a knife. They create little metal curls called “chips.” These use the #7 bit.
- Forming Taps: They form the metal by “squishing” it. You need a much bigger hole (usually around 7.0mm) because they don’t take away any metal. It will break right away if you try to use a #7 bit with a forming tap.
- How to tell? If you see metal chips, you’re cutting. If there are no chips, you’re forming.
Common Mistakes When Choosing a Drill Bit for a 1/4-20 Tap
There is a 5.0mm trap. Many people grab it because they think it’s close enough, but in hard steel, that tiny space will break your tool apart. Another problem is getting 1/4-20 and 1/4-28 mixed up. Teeth (pitch) are different, even though they look like twins. If you get it wrong, your threads will be weak and loose. A dull bit is also bad for you. It makes a rough, ugly hole that is very hard to tap. Don’t forget to drill deeper than the tap needs to go. It will break if the tap hits the bottom.
A Quick Pre-Tap Routine
Before Drilling
Use a center punch to make a tiny dimple where you want the hole. This keeps the drill bit from sliding around when you start. Always use some cutting fluid to keep the drill bit cool and make the hole smooth. While you drill, pull the bit out every few seconds. You want to clear those chips so they don’t pack into the hole and jam everything up.
During Hand Tapping
Keeping the tap straight up and down is the whole process. If it leans even a little bit, it will snap. You can use a small square block to help you stay at a perfect 90-degree angle. Use a tap wrench to turn it slowly. Follow the “half-turn forward, quarter-turn back” move. If the metal feels “tight” or “springy,” stop and turn it back to break the chips inside.
Before Machine Tapping
Make sure the part you are working on is clamped down very tightly so it cannot move. If the hole doesn’t go all the way through, you need a tap that pulls chips out of the top.
Always double-check your machine settings and speed before you start tapping. A small mistake in the numbers can break the tool instantly.
Why Is a #7 Drill Bit the Industry Standard for 1/4-20 Taps?
Why #7 (0.201″) specifically? It offers the ‘Golden Rule’ of 75% thread depth. So the screw has something to grab on to, and the chips (metal waste) have room to get out without getting stuck in the tap.
Conclusion
Tapping the perfect 1/4-20 thread isn’t about luck; it’s about starting with the right hole. While you can technically wing it with other sizes, sticking to the standard #7 will save you from a lot of broken taps and wasted workpieces.
Are you ready to begin? Make sure your #7 bit is still sharp, get some cutting oil, and go slowly.
FAQ
Q1: What is the best drill bit for a 1/4-20 tap?
A1: #7 drill bit is the standard size. It keeps a good balance between thread strength and tool life.
Q2: Can I use 13/64 instead of a #7 drill bit?
A2: Yes. A 13/64″ bit (0.203″) is a little larger than a #7. The bigger hole will make the tapping easier, but the threads will also be slightly shallower. You might feel the threads loosen, but they still can work for daily use.
Q3: Is a 5.0mm drill bit okay for 1/4-20 tap?
A3: It’s too tight. 5.0mm is equal to 0.196”, while the #7 drill bit is 0.201”. If you’re working on steel, the taps will definitely break. Choose 5.1mm if only metric taps are available for you.
Q4: What is the metric equivalent of a #7 drill?
A4: The closest size is 5.1mm. It is much safer than 5.0mm for a 1/4-20 thread.
Q5: What drill size for 1/4-20 in aluminum?
A5: Use the #7 drill bit. Aluminum is sticky and tends to “close in” on the tap. If the drilling hole is too small, the tap will be stuck. Remember to leave enough space to let the chips go out.
Q6: What is the best way to drill 1/4-20 in stainless steel?
A6: Use a brand-new, sharp #7 Cobalt drill bit. The stainless steel gets hard quickly during manufacturing. When tapping, the hole must not be undersized. A slightly too small hole will put a lot of stress on the tap and can cause it to break. Use a sharp drill bit and drill clearly in one pass instead of forcing the tap later.
Q7: Can I use a larger drill bit for 1/4-20 for cast iron?
A7: Yes. With cast iron, it’s usually safer to drill a slightly larger hole.
Tight holes increase the chance of chipping at the thread edges because cast iron is brittle.
Q8: What is 75% thread engagement?
A8:75% thread engagement is commonly used because it balances strength and ease of tapping. Full engagement is hard to achieve and puts much more stress on the tap, and also doesn’t add much strength compared to 75%.
Q9: Why does 1/4-20 require a different drill than 1/4-28?
A9: They are both 1/4″, but the 1/4-28 tap is a fine thread, with more threads packed into the same length. The threads are tighter, so the hole cannot be drilled as small as for 1/4-20. Using a slightly larger drill, such as a #3, makes tapping much safer.
Q10: Is 1/4-20 the same as an M6 thread?
A10: No, they are not the same size. The pitch and thread angle are different. Don’t try to push a 1/4-20 tap into an M6 hole, or all the tools will be damaged.
Q11: Why are my 1/4-20 threads loose after tapping?
A11: There are mainly 2 reasons. The drill bit size is too big, or the bit walked while drilling. These problems will cause a bigger hole and make the threads shallow.
Q12: My tap is stuck and won’t move. What should I do?
A12: Don’t push it. Back it out a quarter turn, add more cutting fluid, and try again. If the tap still can’t move, the hole might be too small.
Q13: How do I prevent a tap from snapping in a blind hole?
A13: Make the hole a lot deeper than you want to tap it. This lets the “chips” fall so they won’t block the bottom of the tap.
Q14: Should I clean the hole before tapping?
A14: Yes! Using a countersink to create a small bevel at the top of the hole helps the tap stay centered and start its first few threads smoothly.
Q15: Can I use WD-40 as tapping fluid?
A15: It’s not perfect, but it’s better than nothing. When working with steel, use a special oil like Tap Magic. For aluminum, use kerosene or isopropanol to get the cleanest threads.
Q16: Do I need a different drill bit for a 1/4-20 Forming Tap?
A16: Yes. Forming taps deforms the metal instead of cutting it. Or the tap will break right away because you need a much bigger hole (usually a 7.0mm or 0.275″ hole, based on the brand).
Q17: What is the best way to keep the drill bit from “walking”?
A17: Always start with a Center Punch. It creates a small dimple that keeps the #7 bit perfectly on target.
Q18: Is HSS or Cobalt better for drilling tap holes?
A18: HSS is fine for aluminum and mild steel. If you are drilling 1/4-20 holes in stainless or hardened alloy, Cobalt bits are worth the extra cost because they handle heat better.
Q19: How many threads should I tap for a secure hold?
A19: For a 1/4-20 bolt, a general rule is to have a thread depth at least equal to the diameter (1/4″). Tapping deeper than 1.5x the diameter (3/8″) usually doesn’t add more strength.
Q20: Can I use a hand drill to tap 1/4-20 threads?
A20: You can drill the hole with a hand drill, but use a tap wrench for the actual tapping. Power-tapping with a hand drill usually results in broken taps because you can’t feel the resistance.

