





What Hanöki Threading Tools Deliver
- Advanced coatings extend tool life and improve performance in demanding materials.
- Forms clean, usable threads quickly to reduce cycle time.
- Produces threads with consistent pitch and geometry, meeting standard tolerances.
- Maintains stable thread accuracy across single and multiple-hole operations.
- One thread mill covers multiple diameters with the same pitch.
- Optional internal coolant design improves cooling and chip control.
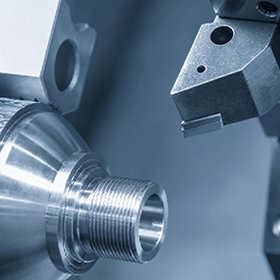
Reliable Threading Tools for Precision and Consistent Performance
In actual machining, threading tools often face problems such as tool breakage, unstable thread accuracy, and inconsistent thread quality, especially in batch machining, deep-hole threading, and high-production-rate operations.
Poor thread quality not only wastes parts but also slows production and increases overall costs.
These threading problems are closely related to multiple factors, including tool material properties, heat treatment stability, cutting edge and thread profile consistency, and the manufacturing precision control. When a tool can’t keep stable forming performance across multiple holes or during continuous machining, thread tolerances and overall quality will be affected.
Hanöki designs threading tools based on threading consistency and stable thread forming from material selection, manufacturing technique, and quality control. With the consistent heat treatment process, fully automated precision grinding, and optimized cutting edge and thread profile control, Hanöki ensures reliable thread quality during single-hole machining and batch production.
To meet different machining requirements, Hanöki offers a wide range of high-speed steel (HSS) and carbide options. Combined with surface coatings and edge preparation, Hanöki tools improve cutting efficiency while significantly extending tool life.
Hanoki threading tools cover Metric, UNC/UNF, and common pipe thread standards. Options with internal coolant are available for deep-hole and difficult threading.
Choose Threading Tools by Tool Type
Different threading tools are designed for different thread directions and applications.
Selecting the right tool type helps avoid tool breakage and threading errors.
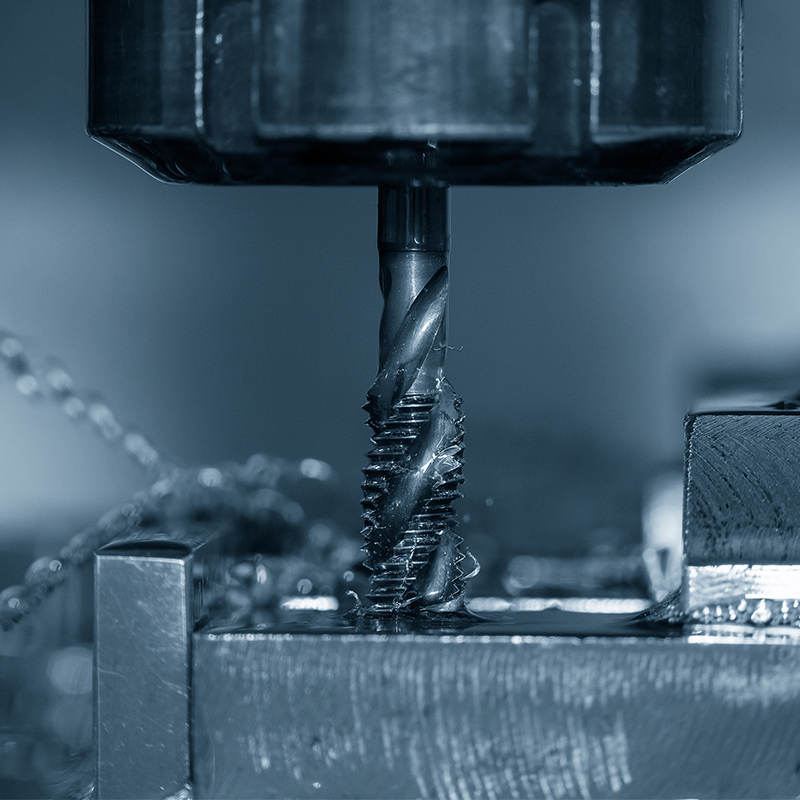
 Taps
TapsUsed to cut internal threads inside a drilled hole. This is the most common choice for making threaded holes.
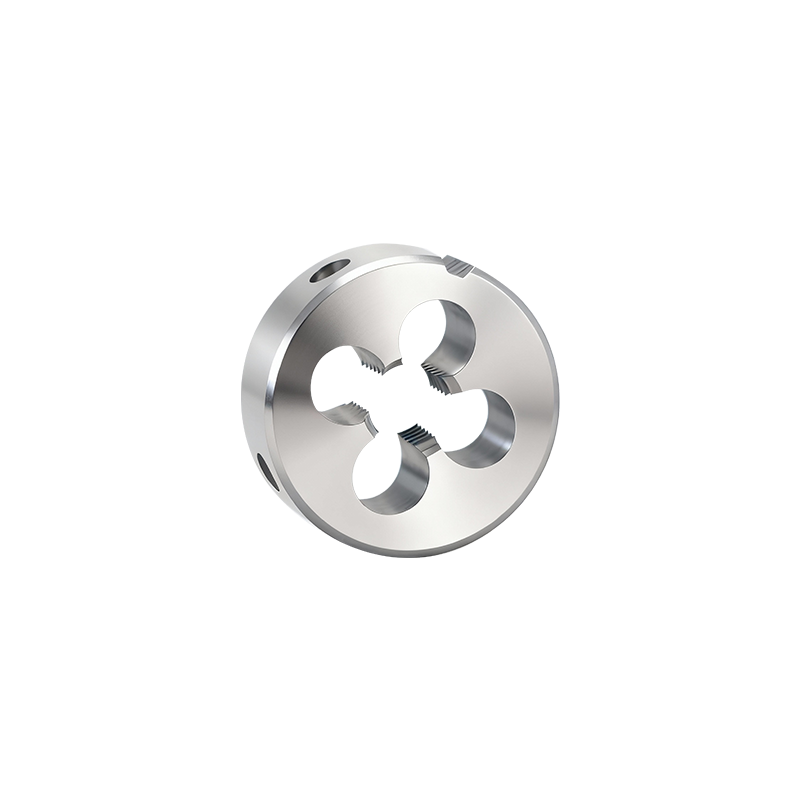 Threading Dies
Threading DiesUsed to cut external threads on rods or shafts. Suitable for repairing or making simple external threads.
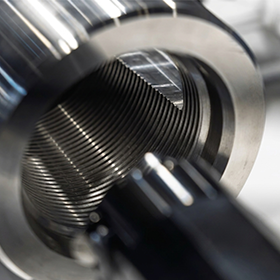
 Thread Mills
Thread MillsCan machine both internal and external threads using CNC machines. One tool can cut different thread sizes.
Select Threading Tools by Threading Method
Some threading tools cut material away, while others shape the thread by pushing the metal.
Which method works better depends on what you’re machining and how demanding the application is.
 Cutting Taps
Cutting TapsCut material to form threads. Easy to use and suitable for most general threading applications.
 Forming Taps
Forming TapsForm threads without cutting. No chips, stronger threads, best choice for ductile materials.
 Thread Mills
Thread MillsCreate threads by circular milling. Flexible, precise, and ideal for hard materials or blind holes.
Why Choose Hanöki Threading Tools?
Our completely automatic grinding centers and 100% optic inspection guarantee that the tools we provide today perform precisely the same as the ones from last year. You never have to spend time readjusting your machine settings for a new batch.
We don’t use generic coatings. We are specific in our coating formulations for tough materials like stainless steel 316 and titanium alloys. Therefore, adhesion is very strong, solving problems such as coating peeling and material sticking.
We do micron-level edge passivation (honing) on every tool, clearing away invisible micro-chips from the cutting edge. This significantly improves stability and makes sure that the very first part you cut will still be perfect.
By optimizing the spiral angle and nucleus diameter, our design reduces cutting torque by over 20% while maintaining high rigidity. This protects your machine’s spindle and greatly reduces the chance of tool breakage.
With over 25 years of experience, we hold a massive database of solutions ranging from aerospace precision threads to high-strength deep – sea oil pipes. We intimately learn the particulars of your industry.
We use only the top-grade global Powder HSS or Carbide substrates. Every batch comes with a complete heat treatment, hardness, and metallography structure report, so you can be sure what you are getting.
We sell solutions, not just tools. We offer on-site parameter optimization and tool failure analysis reports to help reduce your cost-per-part.
We keep a safety stock for standard items, so you can get a quick 2-hour response when you are in production. We also provide flexible customization services for special requirements.
High-Consistency Threading Tools for Mass Production
For high-volume production, we promise absolute accuracy and uniformity. Our taps always make the same exact thread profile. For example, an M4 tap will always make a perfect 0.7mm pitch thread with no changes. The accuracy stays the same from the first hole to the last, no matter how many parts you are working on at once. Because they are made to be very tough, our tools don’t break easily or chip teeth, so you can count on the production process to go smoothly and without problems.

Threading Tools Designed for a Wide Range of Materials
The engineers who made our taps made them so that they can easily work with stainless steel, copper, aluminum, iron, standard steel, cast iron, and plastics. For parts that are hard to machine or materials that are very hard, we offer premium Tungsten Carbide (Solid Carbide) options that cut precisely and last longer than regular tools.
Multi-Size Threading with One Thread Mill
Our thread mills are very flexible and can help you cut down on the cost of your goods. With Diameter Flexibility, a single tool can cut any hole bigger than itself as long as the Pitch stays the same. For example, an M16, M20, and M30 mill with a 1.5mm pitch can all cut threads well. The same tool can also cut both internal and external threads, so you don’t have to keep as many different tools on hand.

Multi-Flute Threading Tools for Stable Cutting
Our multi-flute design improves efficiency by spreading the cutting load across multiple edges. This makes the tool last much longer and keeps it from chipping. This ongoing contact works as a self-centering guide to make sure accuracy and stability, and it also gives the surface a smooth, mirror-like finish. It also breaks down the material into small chips that are easier to remove, which lets it cut faster and make more without the risk of getting clogged.
Why Work with Hanöki?


Hanöki has been focused on threading tools for over 35 years. Throughout this time, we have built stable and repeatable manufacturing capabilities that allow our customers to receive consistent products year after year. With integrated production bases, dedicated R&D resources, and large-scale manufacturing capacity, we are able to support both regular supply and long-term projects with reliable quality and delivery.
Beyond manufacturing, Hanöki works closely with customers as a technical partner. Our engineering team provides application support, helps optimize machining solutions, and develops customized tools based on drawings or specific requirements. With low MOQs, strong inventory support, fast response, and full pre-sales and after-sales service, we make sourcing threading tools simple, efficient, and dependable.
Applications of Hanöki Threading Tools
Threading tools are widely used to cut internal threads in pre-drilled holes, suitable for through holes and blind holes. You need a treading tool designed to keep thread accuracy, reach full depth, and avoid chip clogging. According to the different hole depth and materials, choose the taps or thread mills to achieve reliable thread quality.

Threading tools are common choices while creating external threads on shafts, rods, and pipes in maintenance, construction, and general manufacturing. What matters on-site is whether you can get complete thread formation and a clean surface, not only the size. You can choose dies or turning inserts for different manufacturing methods.

In CNC machining centers, the threading tools are applied for a machining process required high thread accuracy. It’s safer and more controllable for high-value parts and hard-to-machine materials. One thread mill can work with different diameters for the same thread pitch.
In CNC turning, threading tools are used to produce both internal and external threads. This method is fast and works especially well for high-volume production. It keeps every part the same, with a stable cycle time and no variation from part to part. It is commonly used for hydraulic, automotive, and energy-related components.
In high-efficiency production, cutting heat goes up significantly as RPM goes up. If you want to get the most work done, pick carbide tools with finishes that can handle heat, like TiAlN or AlTiN. To get the lowest cost per part, slow down the machine to about 80% of its suggested speed and make sure that high-pressure coolant gets to the cutting zone precisely. This will make the tools last a lot longer.
Most of the time, this is a security issue, not the tool. Check for Runout. If the clamping isn’t good, the tap will shake and make a hole that is too big. Also, look for Synchronization Errors. These happen when the machine feed doesn’t match the RPM exactly, which leads to “thin threads.” Lastly, make sure the pre-drill hole isn’t too small (which can lead to high torque and deformation) or too big (which can leave thread crests unfinished).
It depends on how flexible the cloth is. Aluminum, Low Carbon Steel, and Stainless Steel are some examples of materials that stretch more than 10%. For harder threads and no chips, use Forming Taps. If the material is fragile, like Cast Iron or Hardened Steel, you need to use Cutting Taps. If you don’t, the piece will break.
Chip packing is the most common cause of tap breakage in blind holes when using threading tools. The Straight Flute tap gets clogged with chips at the bottom when you use it. Answer: To pull chips up, use Spiral Flute Taps. To flush chips out, use threading tools with Internal Coolant. Also, make sure the starter hole is always deeper than the thread depth so the tap doesn’t hit the bottom.
It is easy for stainless steel to become hard after being worked on. Use only covered or simple TiN threading tools at all times. TiAlCrN or special multi-layer finishes that don’t stick are what we suggest. Instead of regular emulsion, you should always use high-quality cutting oil that has been mixed with extreme pressure ingredients.
Cutting taps and forming taps are two common types of threading tools used to create internal threads. Cutting Taps remove material and make chips, which are then used to make threads. They can be used on almost any material. Forming Taps make threads by moving material around (plastic deformation). They make stronger threads with no chips, but they can only be used on soft steel and aluminum.
Spiral flute taps and spiral point taps are two common threading tools designed for different hole types.
Spiral flute taps are mainly used for blind holes because they pull chips backward and upward out of the hole.
With spiral point taps, chips are pushed forward (down) before the tool. This makes them stronger and faster for through holes.
Tap breakage in blind holes is usually caused by chip packing, often related to improper threading tools or setup.
Check to see if you have a Spiral Flute Tap, which lets chips escape. Also, make sure that the clearance room in your pilot hole is deep enough and that the water pressure is high enough to flush the chips out.
If the “No-Go” gauge goes through, the thread is too big, often due to unstable cutting conditions or improper threading tools. High tool runout (wobble), not synchronizing the spindle and feed, using a drill bit that is too big, or using the wrong type of tap for the material are all common reasons why cutting isn’t steady.
Thread milling is a good choice when you’re working with high-value parts, because a broken tap could ruin the workpiece. It’s also better for large holes or thin-walled parts, since it requires less cutting force.
Taps are more likely to break when working with harder materials, such as steels above HRC 45. Thread milling is better for these materials. Another advantage is that CNC machines can modify the thread width without having to change the threading tools. This makes the process a lot simpler.
It does make a difference to coat your threading tools. TiAlN coatings, for example, help the tool handle heat, and DLC coatings keep metal from sticking. If you use the right coating, your tools will last a lot longer and usually won’t break when you run them faster.
The size of the tap drill relies on the threading tools you use, especially whether you use cutting taps or forming taps. The tap drill size for most cutting taps is equal to the standard thread diameter minus the pitch. M10 × 1.5, 10 – 1.5 = 8.5 mm, so you need an 8.5 mm drill. For forming (roll) taps, on the other hand, the drill hole size is generally bigger. Going with what the manufacturer recommends is better. Check your tapping type and look at the chart for drill sizes.
When a threading tool starts to cut less easily than it used to, you can usually tell it’s getting worn. There may be more burrs or threads that look rough, and the Go gauge may not go through as easily. Also, the chips that are coming off may look darker or blue. This means that the tool is getting too hot. You should get a new tool before these signs show up because they mean it’s broken.
With regular external coolant, it’s often hard for the fluid to reach the bottom of the hole, especially when threading deep holes. This problem is fixed by internal coolant, which sends the fluid straight to the tool’s tip. This helps remove chips out of the hole, keeps the tool cooler, and lowers the chance that it will break. It can be used for high-speed machining, deep threads, or automatic production.
You shouldn’t use the same tap for aluminum and stainless steel. Threading tools need to be different for each type of material. Steel made of stainless steel is harder and heats up faster. Aluminum is soft, so it sticks to the tool. When you use one tap for both, the threads are often rough, and the tool lasts less long. Pick the right tap for each material.
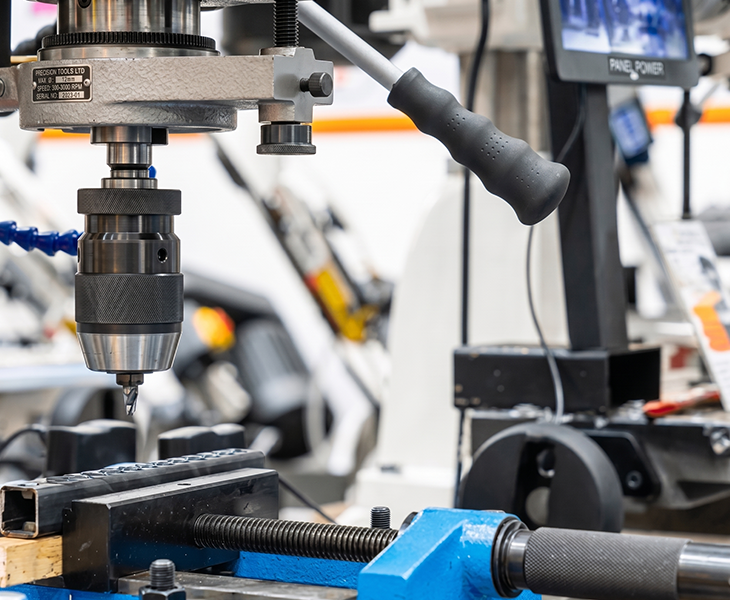
In rigid tapping, the CNC machine controls the threading tools. The tap rotates and feeds forward at the same time. This keeps the threading tool steady while it cuts threads, which helps make better threads and avoid mistakes. Modern CNC machines often use rigid tapping to make threads that are clean and uniform.
It’s related to the material and the thread pitch of the threading tools you’re using. It only takes a few passes for soft materials and fine threads. It takes longer for harder materials or bigger threads.
It can be hard to tap if the drill hole is too small for your threading tools. Because the tap has to remove more material, the threads may be rough or uneven. In some cases, the hole might even deform or get forced open. Going too small is one of the easiest ways to wear out your tool or break it. Check the hole size before you start.
Thread rolling uses a threading tool to form threads by pushing the material, not cutting it. This makes the threads stronger and less likely to break. It also has a better finish. The process stays clean because no chips are made. It’s not the same as cutting, but it performs well when thread strength is important.
When you want to thread hardened steels, you need special threading tools. Regular taps usually can’t handle material this hard. Carbide thread mills or taps made for hardened steel work much better. Cut slowly. Good cutting fluid helps control heat. For extremely hard parts, EDM is sometimes used instead.
DIN and ANSI are two different standards for threading tools. They can cut the same thread size, like M10. The tap body is where they differ. Shank size, overall length, and the square end are not the same. A tap from one standard may not fit the same holder or collet. Check your machine setup before switching between them.
When something sticks to the cutting edge of your threading tools, you get a built-up edge. It generally comes at slow speeds or if there isn’t enough lubrication. Use the right cutting fluid and run a little faster. It also helps a lot to keep your tools sharp and use coatings that don’t cause friction.
You can regrind threading tools, but only to a certain extent. For taps, people usually just touch up the front chamfer or cutting lead. If most of the thread diameter is worn, regrinding rarely makes sense—it often costs more than buying a new tool. Also, the tool won’t perform like new unless it’s recoated after grinding.

