




Your leading High-Rigidity Thread Mill Manufacturer in China
●No More Broken Taps- Can cut perfect internal threads without having to worry about broke taps.
●One Tool, Many Sizes- Different sizes of the same pitch can be cut by the same Hanöki thread mill.
●Handles Hard Metals- Easily cut threads into hardened steel up to HRC68.
●Precision You Can Trust- Get accurate thread tolerances from the first cut.
●Excellent Chip Clearance- Wide flutes quickly remove metal waste so that tools don’t get clogged.
●Huge Ready-To-Ship Stock- We have thousands of Hanöki thread mills in stock and can ship them out quickly.
What Is Thread Milling?
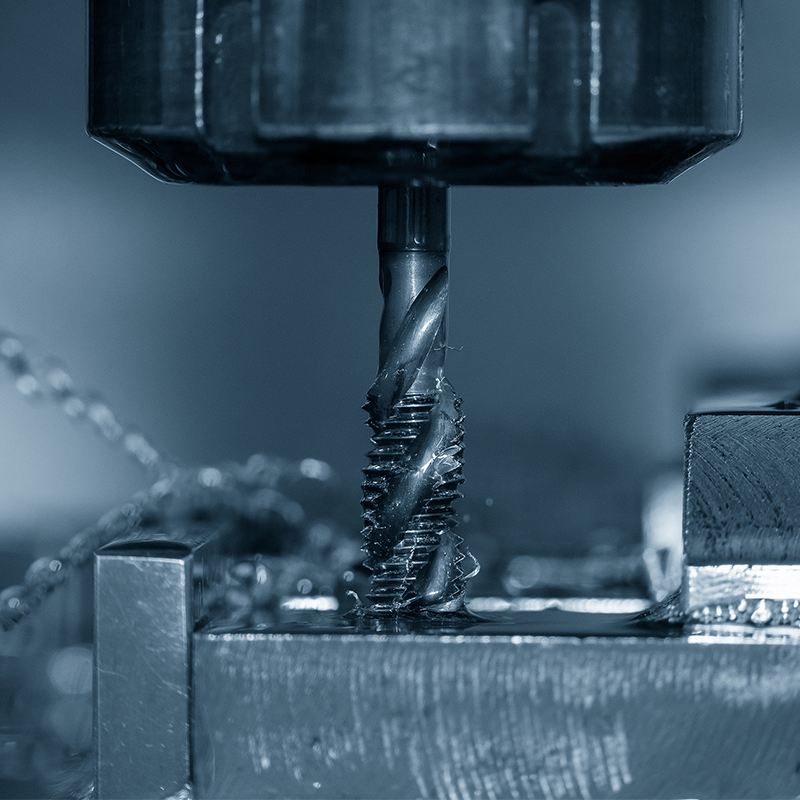
Some of the most difficult parts of running a CNC machine are cutting the threads inside the machine. The worst thing that can happen to a machinist is getting a broken tap stuck inside a costly, almost-finished part. That’s exactly what a thread mill is made to do. A thread mill is a solid cutting tool that spins in tiny circles to carve the threads out sideways. This is different from a regular tap, which forces its way straight down into a tight hole. It’s like a quick, tiny sculptor carefully cutting lines into the metal walls.
The metal chips have a lot of room to get away because the tool is smaller than the hole. This means it won’t get stuck and is much less likely to break. Also, if the thread width stays the same, you can cut holes of different sizes with the same tool. The high-quality solid carbide used to make Hanöki thread mills can handle a lot of heat and pressure. They always give you clean, exact threads, no matter if you are cutting strong steel or soft aluminum. This gives you peace of mind on the shop floor.

What Is Thread Milling?
Some of the most difficult parts of running a CNC machine are cutting the threads inside the machine. The worst thing that can happen to a machinist is getting a broken tap stuck inside a costly, almost-finished part. That’s exactly what a thread mill is made to do. A thread mill is a solid cutting tool that spins in tiny circles to carve the threads out sideways. This is different from a regular tap, which forces its way straight down into a tight hole. It’s like a quick, tiny sculptor carefully cutting lines into the metal walls.
The metal chips have a lot of room to get away because the tool is smaller than the hole. This means it won’t get stuck and is much less likely to break. Also, if the thread width stays the same, you can cut holes of different sizes with the same tool. The high-quality solid carbide used to make Hanöki thread mills can handle a lot of heat and pressure. They always give you clean, exact threads, no matter if you are cutting strong steel or soft aluminum. This gives you peace of mind on the shop floor.
Thread Mills by Coating & Material
 Dark TiSiN Coated Mills
Dark TiSiN Coated MillsIt stays tougher when it gets hotter. The tough dark layer loves heat. You can use this to make clean threads in steel that is up to HRC68 hard.
 Bright TiAlN Coated Mills
Bright TiAlN Coated MillsWith this smooth, gold-black layer, metal doesn’t stick to the tool and there is less friction. This makes it great for everyday steel and iron work.
 Polished Uncoated Mills
Polished Uncoated MillsMade to work with “sticky” metals like aluminum. The edge is very sharp and mirror-like, so it cuts through soft things without getting stuck or melted.
Why Choose Hanöki Thread Mill
The strong, sharp carbide edges don’t tear through metal. The threads are neat and professional, and nuts always screw into them the right way.
High-tech CNC machines are used to grind all of our tools. So, the first thread you cut is the same as the last one; it doesn’t move.
Don’t worry about HRC68 materials. Our modern TiSiN coatings can handle very high temperatures and keep the metal very sharp even when it’s glowing hot.
Hanöki have been in the cutting tool business for thirty years. We know exactly what works on the shop floor and what doesn’t.
By buying straight from the source, you skip the middleman. You get premium, high-tech tools at prices that keep your profit.
Need help with a tough project? Our 10 senior application engineers aren’t just salesmen; they know a lot about speeds and feeds and can help you choose the best ones.
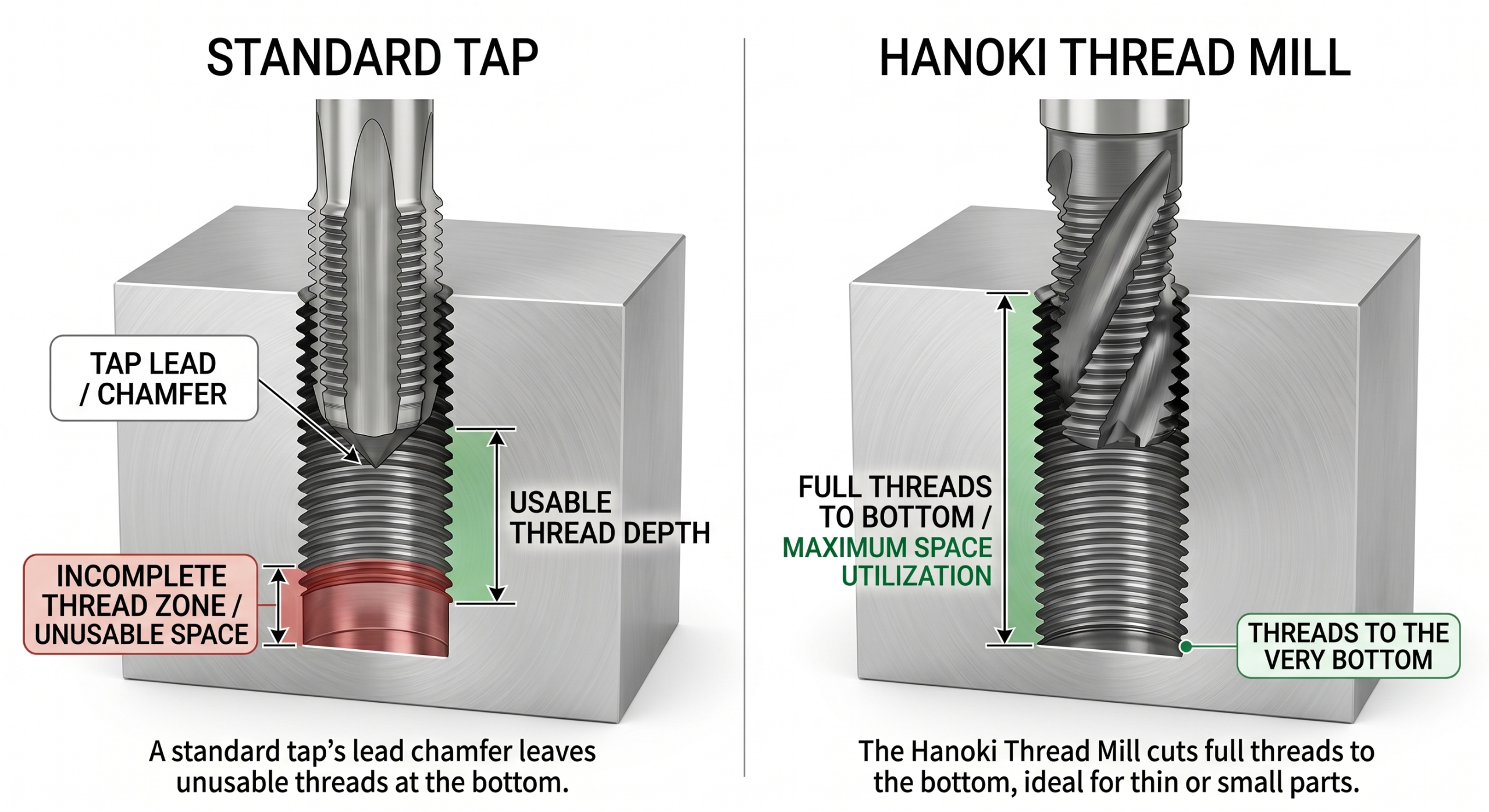
Full Threads to the Very Bottom
A regular tap has a slimmed-down end called a “lead” that doesn’t remove full threads. This means that the hole always has a gap at the bottom that you can’t use. The Hanöki thread mill can cut full threads that can be used almost all the way to the bottom of the hole. When you are working with thin parts or small shapes, this is very helpful because every millimeter counts.
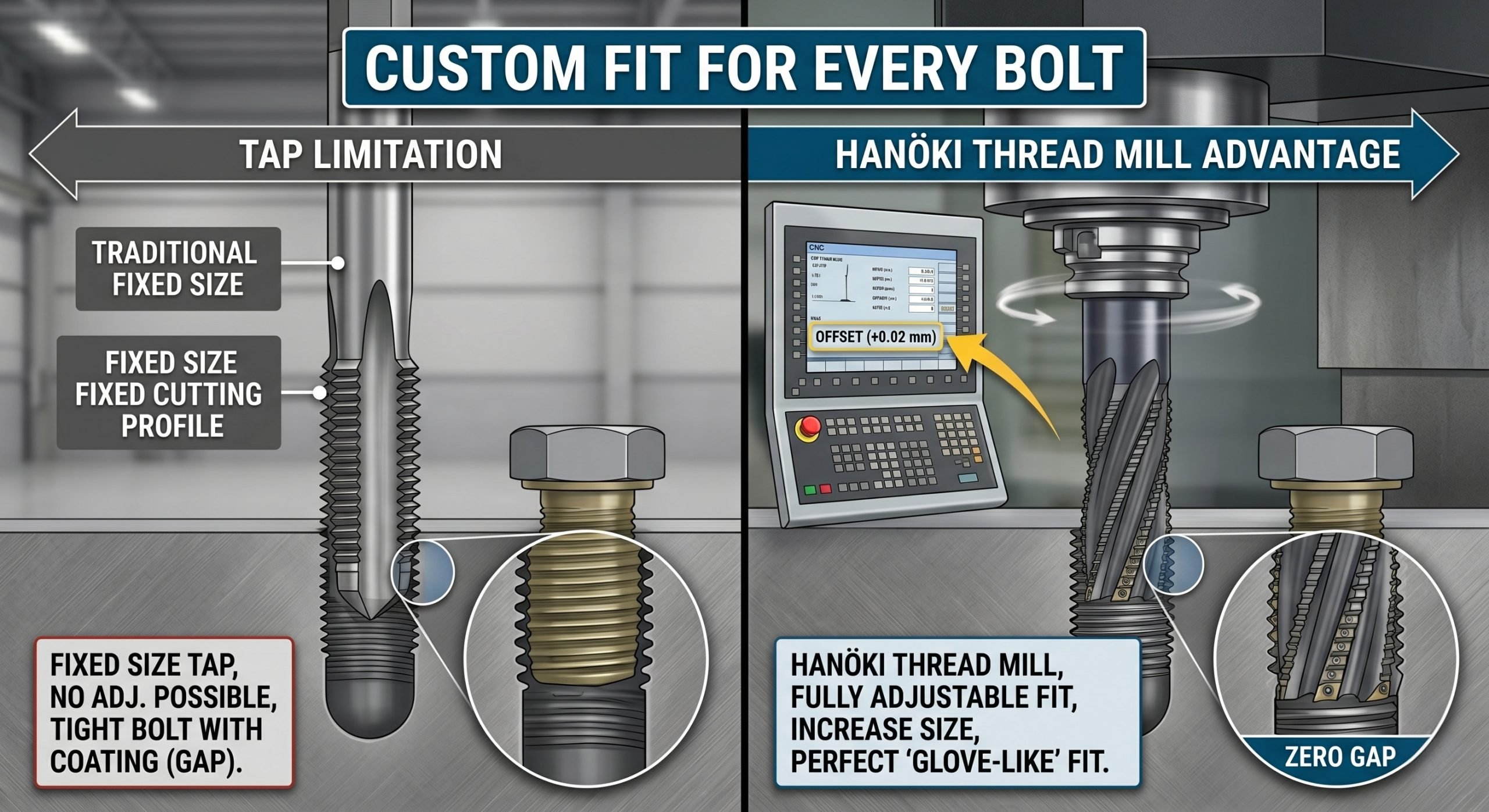
Custom Fit for Every Bolt
You get what you get—the size is fixed with a tap. However, you have complete control while using a Hanöki thread mill. You may easily change the offset on your CNC and make the thread somewhat larger if your bolt is a little tight due to a thick coating or heat treatment. To achieve the ideal “glove-like” fit, you only need to make a fast adjustment to the settings rather than purchasing a new tool.
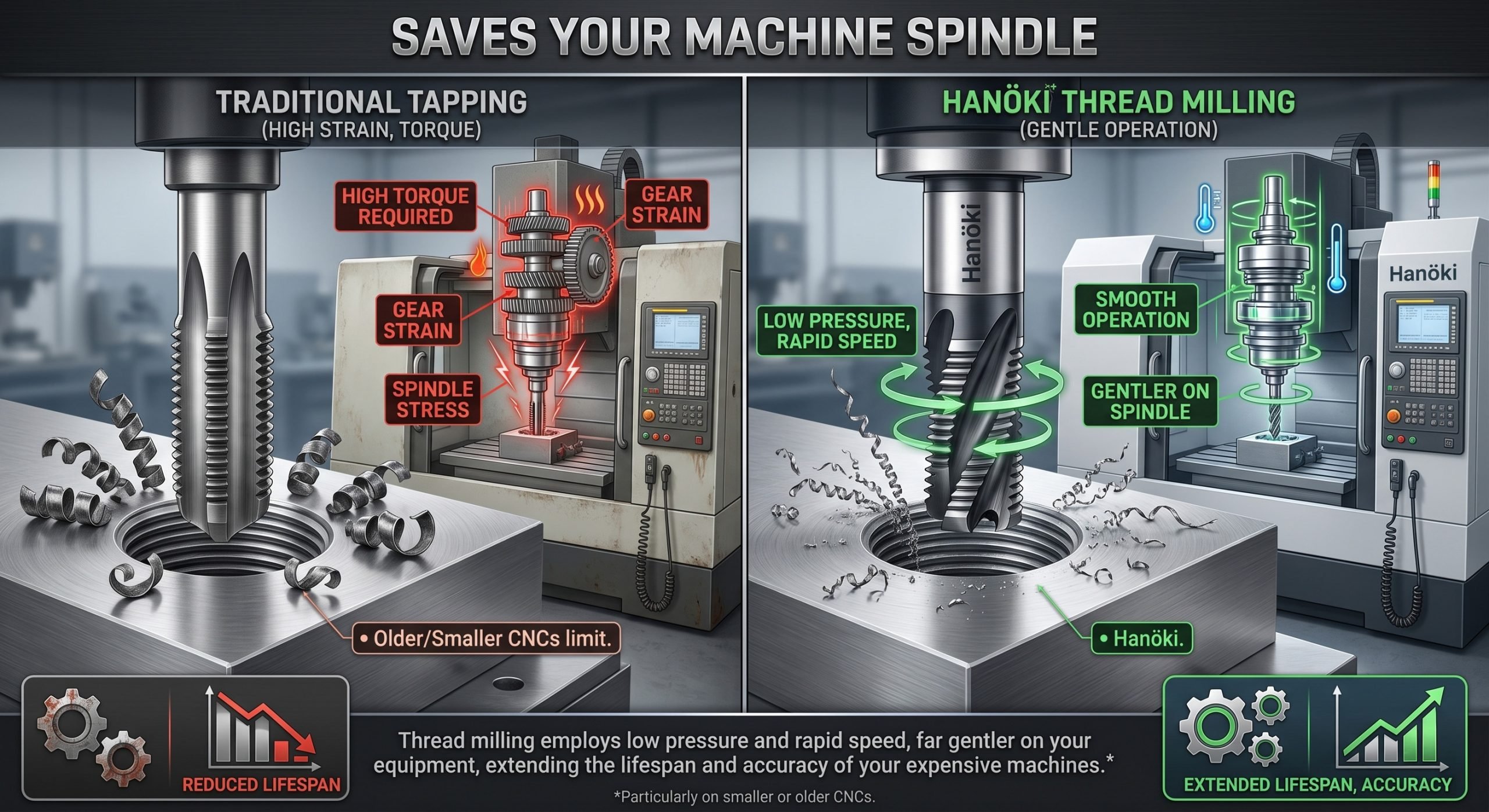
Saves Your Machine Spindle
It takes a lot of “grunt” (torque) from your machine to cut a big thread with a tap. Particularly on smaller or older CNCs, this places a great deal of strain on your spindle and gears. Instead, thread milling employs low pressure and rapid speed. It is far “gentler” on your equipment, extending the lifespan and accuracy of your pricey machines for many years to come.
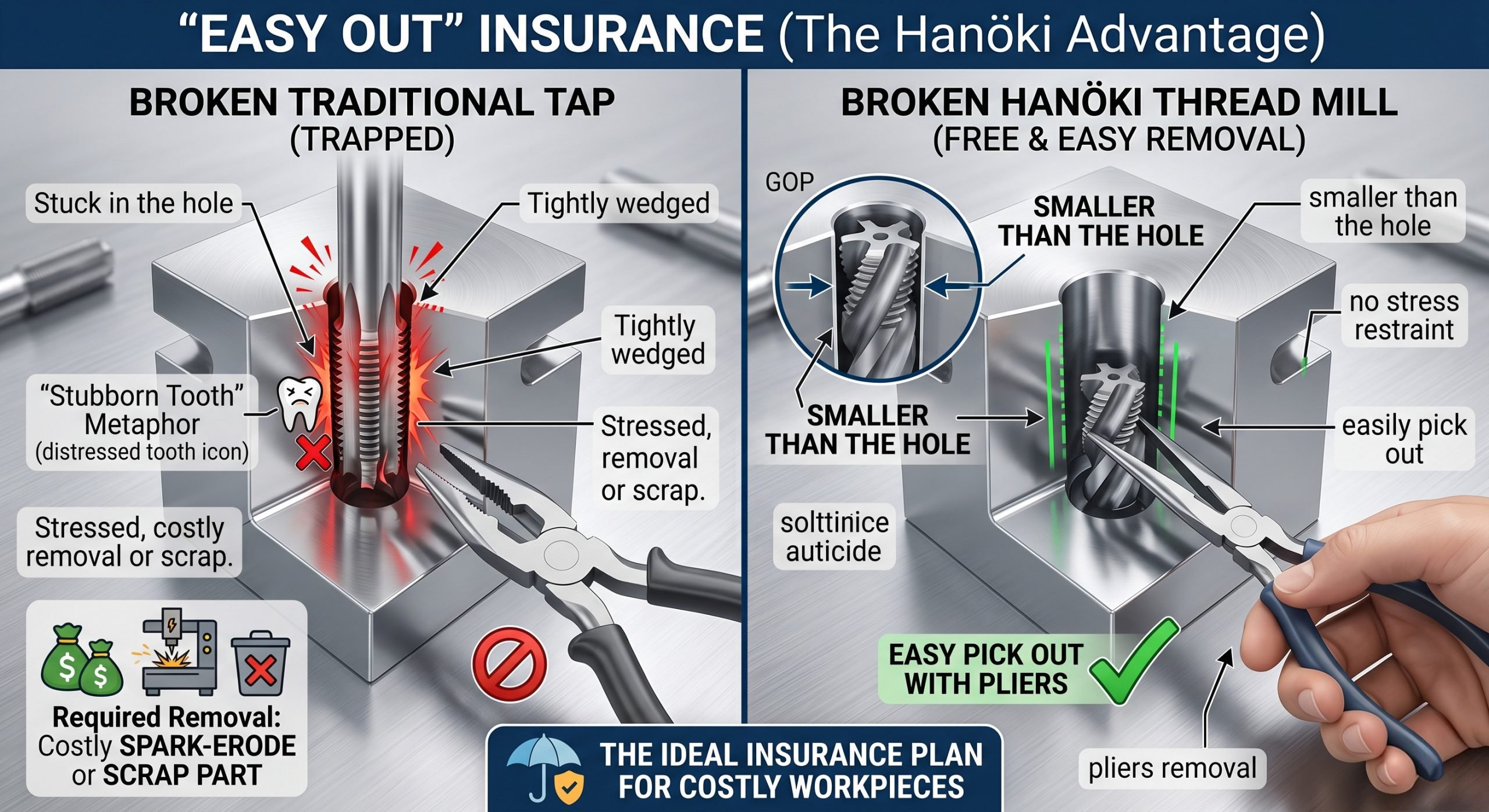
The "Easy Out" Insurance
When a tap breaks, it becomes stuck in the hole like a stubborn tooth, so you normally have to either scrap the part or spark-erode it out. However, if a Hanöki thread mill breaks, it will be smaller than the hole. It’s not restrained by any stress. You can easily pick it out by reaching in with a pair of pliers. For your most costly workpieces, it’s the ideal insurance plan.
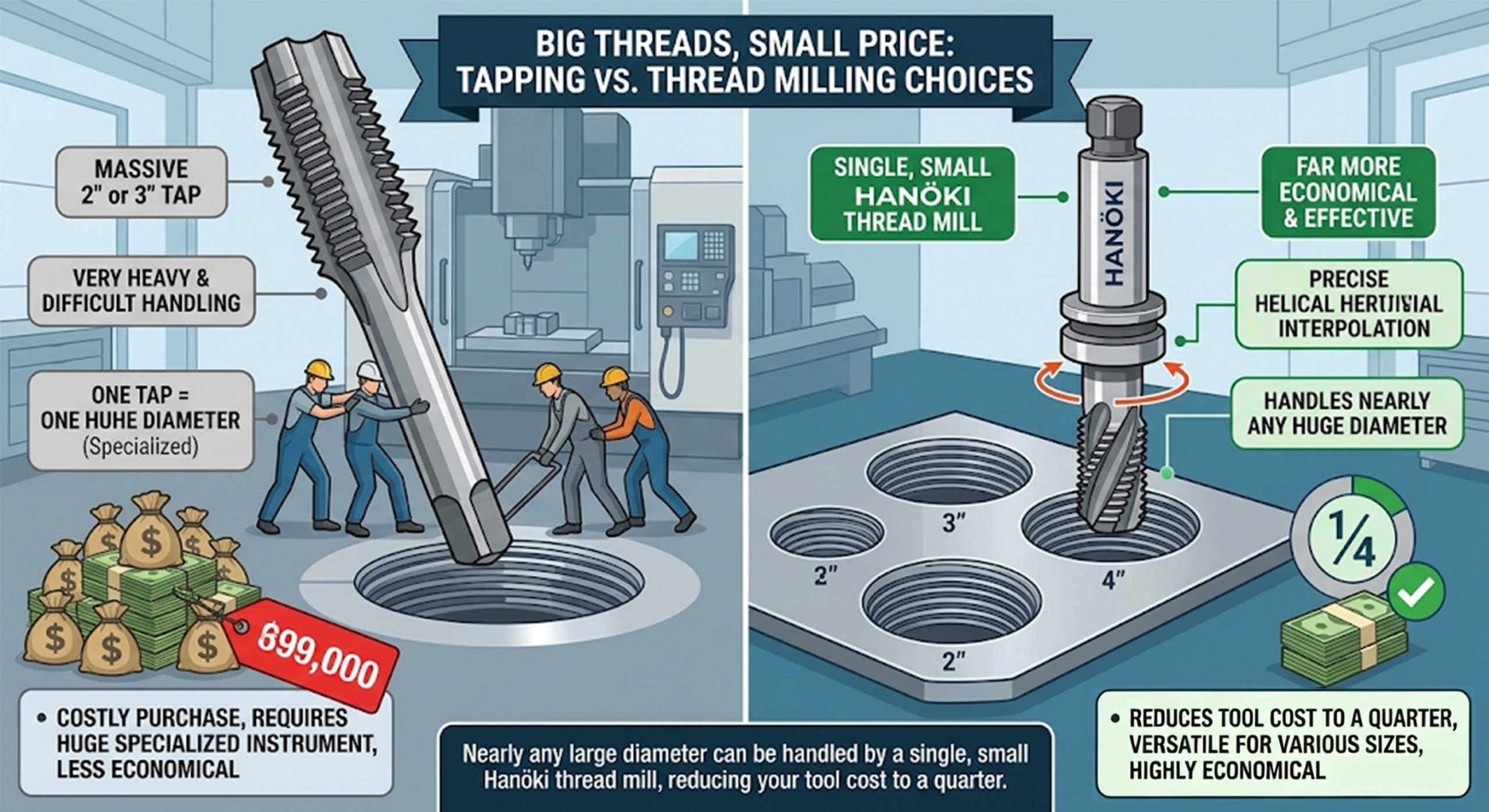
Big Threads, Small Price
A 2-inch or 3-inch tap is heavy and difficult to handle, and purchasing one is very costly. A thread mill is far more economical and effective for large-diameter holes. Not every large hole requires a massive, specialized instrument. Nearly any huge diameter can be handled by a single, small Hanöki thread mill, reducing the cost of your tools to a quarter.
Your Direct Factory for Professional Thread Mills


Hanöki has been producing high-performance thread mills in our own 25,000-square-meter facility for more than 30 years. We can ensure that every edge is razor-sharp and every size is precise since we manufacture every tool in-house utilizing more than 20 cutting-edge CNC machines.
Working with us allows you to receive high-tech tools at actual factory costs without going through the middleman. Our high-quality carbide tools are designed to withstand heat, whether you are working with extremely hard HRC68 steel or soft aluminum. To ensure that your manufacturing line never has to wait, we maintain an enormous inventory that is ready to send anywhere in the world. Are you unsure which tool is best for your metal? Ten senior application engineers from our team are available to offer you professional guidance. We offer everything your CNC shop requires to remain productive and successful.
Thread Mill Application Areas

There are a lot of blind holes in metal parts that don’t go all the way through. When you use a regular tap, the metal chips tend to pile up at the bottom, which makes the tool break. Because it cuts sideways, a thread mill is a lot safer. This lets lots of chips fall out, so you can cut smooth threads almost all the way to the bottom of the hole without any stress.

Big taps are heavy, hard to use, and very expensive. They are best used when you need to cut a very large thread for a large pipe or a heavy machine part. One small Hanöki thread mill can be used for all sizes instead of getting a big tool for each one. It goes around the hole in a circle to make the thread you need. Take care of big jobs this way because it’s smart and cheap.

Traditional tools are terrible at cutting threads into very hard materials like HRC68 steel. A normal tap will generally snap or dull right away. The coatings on our carbide thread mills are very modern and “love” the heat. They stay sharp even as they cut through tough metals and steel that has been hardened. When you need to make tough molds or aircraft parts that cheaper tools can’t handle, this is the best option.
In a professional CNC shop, the last thing you want is to ruin a part that you’ve already spent hours making. If a tap breaks inside a nearly finished part, you usually have to throw the whole thing away. Thread milling is like an insurance policy. Since the tool is smaller than the hole, it never gets “locked” in. Even if something goes wrong, you can easily remove the tool and save your expensive workpiece.
Thread milling is a machining technique that carves internal or exterior threads into metal using a rotating cutting tool. A thread mill travels in a circle as opposed to cutting straight down like a tap.
The tool spins quickly while moving slowly in a spiral along the hole wall. This circular movement cuts the thread form sideways into the metal.
To cut flat surfaces or slots, a typical end mill uses straight cutting edges. The unique teeth in a thread mill are precisely designed to create the desired thread profile.
Any thread size can be cut with a single-pitch thread mill, which has a single row of teeth. A full-profile thread mill is speedier but limited to a single hole size because it cuts the entire thread depth at once.
No. A thread mill can be operated by any typical CNC milling machine that allows for 3-axis movement (helical interpolation). A specialist machine is not required.
For parts that are expensive, made of hard metal, or have big holes, thread milling is better. For small, easy holes in soft materials, tapping is often faster and easier.
For high-value parts, hard metals, blind holes, big diameters, or jobs where a broken tap would ruin the whole thing, use a thread mill instead of a tap.
It does take a little longer per hole than tapping. But it saves hours of work because thread mills don’t break and get stuck in the part very often.
Because the tool isn’t big enough to fit in the hole. It is loose and easy to lose a thread mill if it snaps. When a tap breaks, it gets stuck in the metal and destroys the piece being worked on.
Yes! As a thread mill is smaller than the hole, it is often possible to carefully cut around the broken tap to keep the useful part.
Yes. You can use the same tool to cut holes of different sizes as long as the thread pitch (the space between the threads) stays the same.
No. The same thread mill can be used to cut both right-hand and left-hand threads. In your CNC program, you just change the direction of the cut.
For deep blind holes, the best thread mill is one with a wide spiral flute. The metal chips are quickly pulled up and out so they don’t pile up at the bottom.
It is based on the hole size. With three or four flutes, there are more small holes where chips can escape. When there are more flutes, the finish is smoother in bigger holes.
Strong carbide tools don’t bend when they are exposed to high temperatures or pressure. This lets you get exact thread sizes and finishes that are so smooth that cheap steel can’t compare.
Yes. With high-quality solid carbide and a tough TiSiN layer, it’s easy to thread mill metals that are up to HRC68 hard without melting the tool or making the edge dull.
Stainless steel looks great with a smooth TiAlN finish. It stops the sticky metal from joining to the cutting edge, which stops the annoying buildup on the edge.
Use a thread mill that is highly polished and not covered. The edge is so sharp that it looks like a mirror. This keeps soft metal from sticking to the tool and blocking the flutes.
Of course. Chips made from cast iron are dirty and rough. A tough, covered carbide thread mill can handle the wear and tear without breaking down quickly.
Yes. If you use high-pressure coolant, the chips are washed out of the hole right away, while some coats can handle dry cutting. This keeps the tool from breaking when it cuts through old chips again.
Most of the time, chatter means that your tool is bent or that your feed rate is off. You could slow down the feed, make the cut lighter, or use a solid carbide tool that is heavier and stiffer.
Get the chips out! Most tools break in deep holes because scrap metal gets stuck in them. Strong coolant pressure and two lighter cuts instead of one big one.
The tool may be worn out or turning away from the metal when it’s used. Changing the tool setting on your CNC machine to cut a little wider will fix this right away.
It is best to start at the bottom of the hole and work your way up to the top for the best end. This makes it easy for the chips to move away from where the meat is being cut.
When you climb mill, the tool spins in the same direction it goes along the metal. This makes chips that are thinner, keeps the tool from getting too hot, and makes the thread finish much better.
When cutting hard steel, it’s best to do it twice. Make a rough cut first, then a finish cut that is very light. This keeps the tool straight and makes sure that the threads are perfect all the way through.
How to Pick the Best Thread Mill for Your Job
Not only will you waste money on the wrong thread mill, but you could also damage a very expensive part. A fine, sharp finishing tool will probably chip or break before you even finish the first circle if you try to “hog out” hardened steel with it. However, it is not a good idea to use a dull heavy-duty mill on metal that is sticky. That’s because the metal will stick to the tool and not cut. This will clog the flutes and leave you with rough, unattractive threads.
Always make sure that the metal and hole depth are right for the tool and finish. This helps your machine run more smoothly and keeps your tools sharp. If you need to work with tough HRC68 steel, pick a carbide mill that is covered with TiSiN and make two lighter passes to cool down. When cutting thin-walled parts or soft metals, on the other hand, you should use a polished, very sharp mill to keep the cutting pressure low so the part doesn’t break. It only takes one minute to find the right tool for the job, which saves you hours of work and makes sure that every bolt goes perfectly every time.

